For stainless steel, laser welding is roughly 4× faster than TIG, produces a much smaller heat-affected zone (HAZ), and uses cheaper nitrogen instead of argon — making it the better choice for precision parts, batch production, and clean-weld applications (food, medical, semiconductor). TIG welding wins on thicker plates (above ~8 mm), exotic alloys, single-piece repair work, and any situation where the operator’s skilled control matters more than speed. Most serious fabrication shops in Singapore offer both, because real projects often need them in combination.
A food-equipment manufacturer in Singapore recently sent us a stainless steel cabinet for TIG welding. The welds were structurally fine — but distortion pulled the door frame 2 mm out of square, and post-weld polishing to restore the hygiene-grade surface ended up costing more than the welding itself. A second batch of the same cabinet, laser welded, came out flat, with welds that needed almost no surface restoration.
Laser welding versus TIG welding isn’t just a technical preference. For stainless steel specifically — the workhorse alloy in Singapore’s food, medical, semiconductor, and marine industries — the choice between them affects final cost, quality, and timeline more than buyers usually realise. This guide is for the engineers, QA teams, and procurement managers making that choice on real projects.
If you’re newer to laser-based fabrication, our complete laser cutting buyer’s guide covers the broader landscape, and our sheet metal supplier guide covers how to evaluate fabrication partners overall.

The Quick Visual Comparison
Before going deep, here’s the at-a-glance comparison. We’ll unpack each row in the sections that follow.
| Aspect | Laser Welding | TIG Welding |
|---|---|---|
| Welding speed | ~4× faster than TIG | Slower; arc start + operator pacing |
| Heat-affected zone (HAZ) | Very narrow (~0.1–0.5 mm) | Moderate to large (~1–3 mm) |
| Distortion | Minimal | Often significant on thin sheets |
| Economic thickness range | 0.1–6 mm stainless | 1–16+ mm stainless |
| Equipment cost | High (4–10× a TIG machine) | Low |
| Shielding gas | Mostly nitrogen (cheaper) | Pure argon (more expensive) |
| Operator skill needed | Moderate; faster to train | Very high; years to master |
| Best for | Precision, batch, clean welds | Thick, exotic alloys, repair, single piece |
| Automation friendliness | Excellent | Complex to automate well |
None of these factors decides the choice on its own. The question is always which combination of them fits your project.
How Each Process Actually Works
A brief mechanism check before the deep comparison — understanding what’s happening at the weld pool helps explain everything that follows.
Tungsten Inert Gas Welding
An electric arc jumps between a non-consumable tungsten electrode and the workpiece. The arc heats the metal until it melts; the welder feeds in filler metal by hand if needed. Argon (or argon-helium) shields the molten pool from atmospheric contamination. The welder controls heat, travel speed, filler addition, and torch angle simultaneously — which is why TIG is one of the most operator-dependent processes in fabrication and takes years to master.
Fiber Laser Welding
A high-power laser beam (typically 1–6 kW, near-infrared wavelength around 1064 nm) is focused to a very small spot, delivering enormous energy density. Two main operating modes: conduction mode (lower power, shallow smooth bead) and keyhole mode (higher power, deep narrow penetration). Most laser welding is partially or fully automated, though handheld laser welders have also become common in the last few years.
Speed: Why Laser Is Roughly 4× Faster
Across real-world comparisons in published studies and industry reports, laser welding on stainless steel typically runs around 4× faster than TIG. On a 2 mm stainless butt joint, for example, laser welding can achieve travel speeds around 1.25 m/min where TIG might run at 0.5 m/min or less.
Why the gap?
- Energy density. A focused laser delivers orders of magnitude more energy per square millimetre than a TIG arc. The metal reaches melting temperature almost instantly.
- Continuous process. Laser welding moves at a constant programmed speed. TIG involves arc initiation, filler manipulation, operator pacing, and pause-and-restart cycles between weld segments.
- Automation overhead. Even automated TIG carries arc initiation and torch motion overhead that laser systems don’t have.
The speed advantage matters most in two contexts: batch production (where the per-part time saving multiplies across thousands of pieces) and tight delivery deadlines (where days saved can be the difference between hitting and missing a launch). For one-off repair work, raw welding speed barely matters — the setup and inspection time dominates either way.
HAZ & Distortion: Critical for Stainless Steel
This is the section that matters most for stainless steel buyers — and the most common reason projects switch from TIG to laser.
Three specific failure modes that the HAZ creates in stainless:
- Chromium and nickel evaporation. At sustained high heat, the alloying elements that give stainless its corrosion resistance can vaporise out of the surface, leaving a depleted zone vulnerable to rust.
- Sensitisation. In the temperature range of roughly 450–850 °C, chromium can react with carbon to form chromium carbides at grain boundaries. This depletes chromium in adjacent metal and makes the part susceptible to intergranular corrosion — particularly in marine, food, and pharmaceutical environments.
- Distortion. Heat causes expansion; cooling causes contraction. A wider HAZ means more total expansion and contraction across the part, pulling thin sheets out of flat and assemblies out of square.
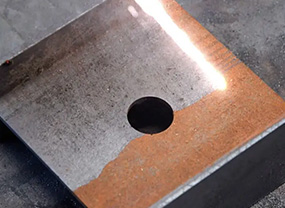
Clean, narrow HAZ
Typically 0.1–0.5 mm wide HAZ. Minimal heat tint. Corrosion resistance preserved at surface. Little to no distortion on thin sheets. Polishing rework minimal.
Wide HAZ with discolouration
Typically 1–3 mm wide HAZ — 5–10× wider than laser. Visible heat tint (blue/purple/straw) requires pickling or polishing to restore food-grade or pharma-grade surface.

The downstream consequences (cleaning, polishing, requalification) are often the bigger cost than the welding itself. For grade selection in stainless that affects all of this, see our guide on stainless steel 304 vs 316 in Singapore.
Thickness: Where TIG Still Wins
Laser welding isn’t universally better. There’s a clear thickness range where TIG remains the right answer.
| Stainless Thickness | Best Process | Why |
|---|---|---|
| 0.1–1 mm (foil to thin sheet) | Laser | TIG burns through; laser controlled |
| 1–3 mm (thin sheet) | Laser (preferred) | Speed + minimal HAZ |
| 3–6 mm (medium sheet) | Either — depends on volume | Laser for batch, TIG for one-off |
| 6–8 mm | Either — depends on access | Laser needs higher power or multiple passes |
| 8–16 mm | TIG | Laser uneconomical at this thickness |
| 16 mm + | TIG or MIG | Laser typically not used |
Above 8 mm, laser welding starts requiring multi-pass strategies, hybrid laser-arc processes, or much higher laser power — all of which erode the speed and cost advantages. For heavy marine brackets, structural steel components, or oil & gas piping, TIG (often with MIG for the high-volume work) remains the industry choice.
Cost: Capital, Consumables, and Throughput
“Which is cheaper?” depends entirely on what you’re measuring. Here’s the breakdown across the four cost categories that actually matter.
Up-front investment ranges
Consumables
- TIG: Pure argon (more expensive), tungsten electrodes (wear over time), filler rod
- Laser: Nitrogen for stainless (significantly cheaper than argon — and can be generated on-site), no electrode wear, often no filler needed
Per cubic metre of shielding gas, nitrogen runs at a fraction of argon’s price. Over a full year of production, gas savings alone can be substantial for high-volume welding operations.
Operator cost and training time
Per-Part Cost (the bottom line)
For high-volume stainless steel work, laser typically wins on per-part cost despite higher capital — because the speed and labour savings overwhelm the equipment premium. For low-volume or one-off work, TIG wins because the capital investment doesn’t amortise.
For broader laser-related cost benchmarks, see our laser cutting cost guide for Singapore — the same economics logic applies to welding.
Weld Quality: Strength, Appearance, and Defects
The intuition that “faster = lower quality” doesn’t hold here. In several published studies on stainless steel, laser welds actually fail in the base metal rather than at the weld zone in tensile testing — meaning the weld is stronger than the surrounding material. That’s because the fine, rapidly-solidified grain structure produced by laser welding is often metallurgically superior to TIG’s slower, broader heat cycle.
Appearance
- TIG: The classic “stack of dimes” appearance — visible weld ripples produced by the welder’s manual pacing. Aesthetically valued in architectural and decorative applications.
- Laser: Narrow, smooth, consistent weld bead with almost no visible ripple. Cleaner look, but less “handcrafted” appearance.
Common Defects
- TIG defects: Tungsten inclusions, slag entrapment, undercut, hot cracking, lack of fusion at the start of the weld
- Laser defects: Spatter, porosity (especially if nitrogen flow is wrong), keyhole collapse on thicker sections
Both processes produce excellent welds when set up correctly. Both produce defects when settings, fit-up, or operator skill fall short. The defect modes are different, but neither process is inherently “better quality” — they’re different.
Singapore Applications: Which Welding for Which Industry?
Different industries in Singapore make different demands on welding. Mapping process to application:

Semiconductor Equipment
Process chambers, gas delivery components, vacuum-clean assemblies. Cleanliness requirements rule out anything with significant HAZ or surface contamination. Laser welding is the preferred process — minimal HAZ, clean nitrogen shielding, no tungsten contamination risk.
Food & Beverage Equipment
SS304 and SS316 tanks, hoppers, conveyor frames, processing equipment. Hygienic weld surface is a requirement (no crevices for bacteria, smooth polishable finish). Laser welding wins here because the narrow HAZ means much less polishing rework — a major cost factor in food-grade equipment.
Medical & Pharmaceutical Devices
Surgical instruments, implant subassemblies, diagnostic equipment housings. Small parts, biocompatibility, traceability. Laser welding (often micro-laser) for the precise small-scale work; some TIG for larger housings where finish quality matters more than speed.
Marine & Offshore
SS316L brackets, valve bodies, structural components for marine and oil & gas applications. Often thicker plates. TIG and MIG dominate this segment — laser welding is rarely economical for the plate thicknesses involved.
Automation & Robotics
Frame components, brackets, end-effector parts, sensor mounts. Often batch production. Laser welding fits well — automation-friendly, fast, consistent. TIG used for one-off prototypes and special assemblies.
Architecture & Construction
Decorative stainless steel facades, balustrades, structural pieces. Visible welds, often thick material. TIG remains the standard — the “stack of dimes” appearance is valued, and finish craftsmanship matters more than speed.
Custom Industrial Fabrication
Mixed thickness, mixed materials, mixed batch sizes. Both — most established Singapore fabricators run TIG and laser welding in parallel and route each job to the right process.
The Decision Matrix: When to Choose Which
A practical reference for matching your project to the right process:
| Project Characteristic | Recommended Process |
|---|---|
| Stainless thin sheet (≤3 mm), batch quantity 50+ | Laser welding |
| Stainless plate >8 mm, any quantity | TIG welding |
| Clean weld required (food/medical/semiconductor) | Laser welding |
| Single-piece prototype or repair work | TIG welding |
| Automated or robotic production line | Laser welding |
| Onsite field welding | TIG (portable, no precise jigging) |
| Welding dissimilar metals | TIG (better filler control) |
| High density of small welds per part | Laser welding |
| Decorative/architectural visible welds | TIG (aesthetic bead) |
| Distortion-sensitive thin assemblies | Laser welding |
| Exotic alloys, low-volume custom work | TIG (flexibility) |
Most real projects don’t fit one row neatly. A control panel might have thin sheet sections (laser welding) and a thicker mounting bracket (TIG). The right answer is often “both” — which is why one-stop shops that run both processes have an advantage on multi-part assemblies.
The Hybrid Approach: Why Many Workshops Use Both
The framing “laser vs TIG” suggests an either/or decision. In practice, most fabrication projects of any complexity end up using both — in the same workshop, sometimes on the same part.
A typical pattern:
- Laser welds the main body — long seams on thin stainless panels, where speed and low distortion matter most
- TIG welds the difficult joints — areas inaccessible to a laser head, thicker mounting brackets, complex 3D corners, or anywhere the joint geometry needs operator judgment
- TIG handles repairs and modifications — when a customer needs a design change after laser-welded assemblies have been completed, TIG is the practical option for in-place rework
This is why most serious metal fabricators in Singapore — including us — invest in both technologies. A shop with only TIG has to send laser-suitable work overseas or accept slower, more expensive production. A shop with only laser turns down anything thick or onsite. Neither serves real industrial customers well.
For projects involving multiple welding processes alongside cutting, bending, and finishing, see our welding and structural assembly service page, or the broader picture in our supplier selection guide.

Frequently Asked Questions
Is laser welding stronger than TIG welding for stainless steel?
Often yes, somewhat counterintuitively. Published studies on stainless steel show laser welds frequently fail in the base metal rather than at the weld during tensile testing — meaning the weld zone itself is stronger than the surrounding material. This is because laser welding’s rapid solidification produces a finer grain structure than TIG’s slower heat cycle. That said, both processes produce welds that comfortably exceed structural requirements when properly executed.
How thick can laser welding handle on stainless steel?
Single-pass laser welding is economical up to about 6 mm on stainless steel, with 6–8 mm being a transitional range. Above 8 mm, laser welding usually requires multiple passes, hybrid laser-arc processes, or very high laser power, eroding its cost and speed advantages. For thicker stainless work, TIG (and MIG for heavy welding) remains the practical choice.
Why does laser welding use nitrogen instead of argon?
Nitrogen provides sufficient shielding for stainless steel, carbon steel, copper, and nickel alloys during laser welding — and it costs significantly less than argon. It can also be generated on-site with a nitrogen generator, meaning manufacturers running high volume can effectively eliminate shielding gas costs. TIG, by contrast, almost always requires pure argon for arc stability, regardless of the metal being welded. For aluminium and titanium, both processes typically use argon.
Does laser welding require a special license or certification in Singapore?
Like TIG, laser welding operators in Singapore typically follow industry safety training requirements rather than a formal “welder’s license.” For laser welding specifically, the primary safety concerns are eye protection (infrared radiation is invisible but dangerous) and skin burns, so workplace safety standards (bizSAFE Level 3 or higher for industrial fabricators) and structured operator training are standard. Welds intended for regulated industries (pharmaceutical, marine, aerospace) may require process qualification per the relevant standards regardless of welding method.
What’s the cost difference between laser welding and TIG welding services in Singapore?
For single-piece or low-volume work, TIG welding is usually cheaper because the higher capital cost of laser equipment isn’t justified. For batch production (50+ pieces) on thin stainless steel, laser welding often comes out cheaper per part because of higher throughput, lower labour cost per part, cheaper shielding gas, and reduced post-weld polishing. The crossover point depends on part complexity, but a typical rule of thumb: laser becomes more economical at moderate volumes for parts in the 1–3 mm range.
Is laser welding suitable for stainless steel food-grade equipment?
Yes — laser welding is particularly well suited to food-grade stainless steel work. The narrow heat-affected zone preserves the corrosion resistance properties at the surface, reduces chromium depletion that can affect long-term hygiene, and produces a smaller heat tint that needs less post-weld polishing to restore the food-safe surface. For SS304 and SS316 food-contact components, laser welding typically reduces total finishing cost compared to TIG.
Get the Right Welding Process for Your Project
Three takeaways from this guide:
- Laser welding wins for stainless thin sheet, batch work, and clean-weld applications — food, medical, semiconductor, automation.
- TIG welding wins on thick plate, exotic alloys, repair work, and single-piece custom jobs.
- Most real projects need both — a one-stop shop that runs both lets your project go to the right process automatically.