Precision Laser Welding Services in Singapore
Laser welding for stainless steel, aluminium, carbon steel and precision sheet metal components. Lumen Future supports clean, narrow weld seams for enclosures, brackets, covers, frames and custom fabricated metal parts.
Focused laser welding service
This page is dedicated to laser welding, not TIG, MIG or heavy structural welding. The process is best for precision metal parts and controlled seams.
Engineering review first
We check material, thickness, joint access, fit-up gap, weld path and post-weld finishing needs before quoting.
Works with cutting and bending
Laser-cut blanks and CNC-bent parts can be laser welded into finished enclosures, brackets and sheet metal assemblies.
Finish-ready results
When required, welded parts can be cleaned, ground, brushed, polished or laser engraved after welding.
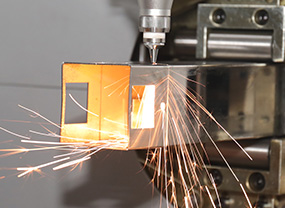
Laser Welding Samples & Process Overview
Watch laser welding for precision metal parts, then review the typical welding service scope for sheet metal components, enclosures, brackets and light assemblies.
Clean seams for precision metal parts
Laser welding is suitable when the project needs concentrated heat, narrow seams, lower distortion and clean visible joints compared with conventional high-heat welding methods.
It is commonly paired with laser cutting, CNC bending and polishing for finished sheet metal components.






Laser Welding Capabilities
Laser welding is best suited to precision metal components where a narrow weld seam, lower heat input and reduced post-weld distortion are important.
Narrow Weld Seam
Focused laser energy creates a small weld bead that is suitable for visible sheet metal joints and enclosure edges.
Low Heat Input
Compared with broader heat processes, laser welding helps reduce distortion on thin stainless steel and aluminium parts.
Thin Sheet Welding
Suitable for many thin-gauge metal parts, covers, brackets and light fabricated components where fit-up is controlled.
Sheet Metal Assemblies
Laser-cut and CNC-bent parts can be joined into brackets, housings, frames and small assemblies.
Controlled Weld Path
We review joint access, edge fit-up, weld sequence and fixture needs before production to improve repeatability.
Post-Weld Finishing Support
Welded parts can be cleaned, brushed, polished, ground or marked depending on the final surface requirement.
Metals Suitable for Laser Welding
Material behaviour varies by grade, thickness, coating, joint design and fit-up condition. We confirm suitability during drawing review before production.
Stainless Steel 304 / 316
CommonSuitable for clean seams on enclosures, frames, medical equipment covers, food-related parts and cleanroom sheet metal components.
Typical use: covers, brackets, panels, housings, light frames.
Carbon Steel / Mild Steel
Structural partsUsed for brackets, frames and fabricated components where a controlled seam and reduced heat input are useful.
Typical use: machine frames, support brackets, formed sheet metal parts.
Galvanised Steel
Case reviewCan be reviewed for laser welding depending on zinc coating, ventilation, joint type and surface condition.
Typical use: light covers, ducts, cabinet components, mounting parts.
Aluminium 5052 / 6061
LightweightSuitable for selected aluminium assemblies when joint fit-up, oxide control and thickness are appropriate.
Typical use: cover panels, lightweight brackets, equipment housings.
Copper / Brass
Case-by-caseHigh reflectivity and thermal conductivity make copper and brass more challenging. We review the design before accepting production.
Typical use: selected conductive parts, decorative components, small joints.
Mixed Metal Parts
Review neededDissimilar metal welding depends strongly on material pairing, thickness, joint geometry and performance requirement.
Typical use: prototypes and custom assemblies after engineering confirmation.
Where Laser Welding is Used
Laser welding supports precision sheet metal and light fabricated components across industrial automation, electronics, medical, marine, construction and equipment manufacturing projects.
Machine Enclosures & Frames
Laser-welded covers, brackets, guards and small frames for machines and automation equipment.
Equipment Covers & Brackets
Precision metal housings, mounting brackets and equipment covers where low distortion and consistent fit are important.
Stainless Steel Components
Welded stainless steel covers, frames and equipment panels that may require polishing or hygienic finishing after welding.

Equipment Covers & Light Supports
Selected stainless steel and carbon steel parts for marine equipment, covers and supporting components.

Visible Metal Components
Laser-welded stainless steel and aluminium parts where clean seams and post-weld finishing support the final appearance.

Laser-Cut and Bent Assemblies
Laser-cut blanks and CNC-bent parts can be joined into custom assemblies with controlled weld sequence.
When Laser Welding Is the Right Choice
Laser welding is a strong fit for many precision sheet metal jobs, but it is not the right answer for every welded component. Use this guide to understand typical suitability.
| Requirement | Laser Welding Suitability | Why It Matters | Design Notes |
|---|---|---|---|
| Thin stainless steel sheet | Suitable | Narrow heat input helps reduce distortion and visible weld width. | Consistent fit-up and clean edges improve weld quality. |
| Visible enclosure seams | Suitable | Laser welding can create cleaner seams with less finishing work. | Post-weld brushing or polishing can be added if required. |
| Laser-cut and CNC-bent parts | Suitable | Cutting, bending and welding can be coordinated in one workflow. | Provide STEP or DXF files with bend and assembly references. |
| Large gaps or poor fit-up | Not ideal | Laser welding is less forgiving when the joint gap is too large. | Improve edge accuracy, use fixtures or revise the joint design. |
| Heavy structural weld build-up | Case-by-case | Large deposition or thick buildup may need another process. | Send drawings for process review before confirming production. |
| Copper or brass welding | Case-by-case | Reflectivity and thermal conductivity make these materials challenging. | Material grade, thickness and joint geometry must be checked. |
From Drawing to Laser-Welded Part
A practical workflow for custom laser welding projects, from drawing review to finishing and delivery.
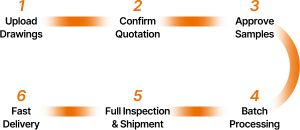
Send Drawing
Share STEP, DXF, DWG or PDF files with material, thickness, quantity and finish requirements.
Joint Review
We check joint access, gap tolerance, weld path, material compatibility and fixture needs.
Process Plan
Laser welding parameters, sequence, shielding and post-weld finishing are planned before production.
Production
Parts are fitted, jigged and laser welded according to the approved drawing and weld sequence.
Inspection
Weld appearance, fit-up, dimensions and agreed inspection points are checked before packing.
Delivery
Finished parts can be cleaned, polished, engraved, packed and delivered within Singapore.
Why Choose Lumen Future for Laser Welding
Good laser welding depends on the whole part workflow: cutting accuracy, bending accuracy, joint design, fixture planning, weld sequence and finishing.
Cut, Bend and Weld Together
Laser cutting, CNC bending and laser welding can be coordinated in one order to reduce supplier handoff and fit-up issues.
Design Review Before Welding
We review joint gap, flange position, material grade, part thickness and weld accessibility before production starts.
Lower Distortion Focus
Laser welding is selected for precision parts where lower heat input and reduced distortion are important to assembly fit.
Finishing Support
After welding, parts can be cleaned, brushed, polished, ground or laser engraved depending on the final use.
Laser Welding Work We've Delivered
Examples of laser-welded metal parts and light assemblies for industrial, equipment, enclosure and custom fabrication projects.
Stainless Steel Equipment Housing
- Requirement: clean visible seams and stable assembly fit
- Process: cutting, bending, laser welding and surface cleaning
- Use: equipment enclosure and industrial cover parts
Sheet Metal Bracket Assembly
- Requirement: consistent joint position for repeat assemblies
- Process: flat blank cutting, CNC bending and laser welding
- Use: machine mounting and equipment support brackets
Aluminium Cover Panel Assembly
- Requirement: lightweight cover with controlled seam appearance
- Process: material review, laser welding and finishing support
- Use: equipment covers and custom fabricated panels
Services That Work Well With Laser Welding
Most laser-welded parts start as cut blanks or formed sheet metal parts. These related services help complete the workflow.

Metal Cutting
Laser-cut flat blanks before welding. Accurate edges help improve joint fit-up.
View Metal Cutting →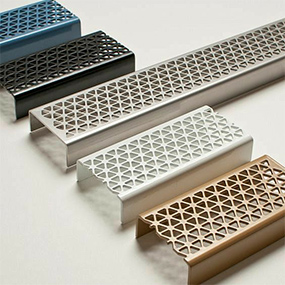
CNC Bending & Folding
Form sheet metal parts before welding into enclosures, brackets and assemblies.
View CNC Bending →
Polishing & Grinding
Dress, clean, brush or polish welded seams according to the required finish.
View Polishing & Grinding →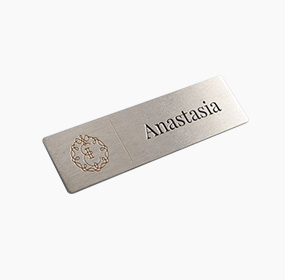
Laser Engraving
Mark serial numbers, QR codes, logos and part IDs on welded metal components.
View Laser Engraving →Laser Welding Questions
Common questions before sending drawings for laser welding quotation.
Do you only provide laser welding?
Yes. This service page focuses on laser welding for precision metal parts and light assemblies. We do not position this service as general TIG, MIG or heavy structural welding. If a project is not suitable for laser welding, we will advise during drawing review.
What parts are suitable for laser welding?
Laser welding is suitable for many thin sheet metal parts, stainless steel enclosures, brackets, covers, panels, small frames and components where a narrow weld seam and reduced distortion are important. Good edge fit-up and controlled joint gaps are important for stable results.
Can you laser weld stainless steel and aluminium?
Yes, stainless steel and selected aluminium parts can be reviewed for laser welding. Suitability depends on the material grade, thickness, joint geometry, oxide condition and required finish. Send the drawing and material specification for confirmation.
Can laser welding replace TIG or MIG welding?
Laser welding can be a better choice for selected precision parts, especially when narrow seams, lower heat input and less finishing are required. It is not always the right replacement for large gap filling, heavy structural welds or thick weld build-up.
What file format should I send?
STEP, DXF, DWG and PDF drawings are accepted. For assemblies, a 3D STEP file is preferred because it helps us check joint access, alignment, fit-up and weld sequence before quoting.
Can you provide cutting, bending and laser welding together?
Yes. We can combine metal cutting, CNC bending and laser welding in one workflow. This is useful for sheet metal enclosures, brackets, frames and fabricated parts where dimensional fit matters.

Laser Welding vs TIG Welding for Stainless Steel (2026)
Laser welding is ~4x faster than TIG with smaller HAZ — but TIG wins on thick parts and exotic alloys.

Sheet Metal Fabrication in Singapore: How to Choose the Right Supplier in 2026
The definitive 2026 guide to choosing a sheet metal fabrication supplier in Singapore — capabilities, certifications, the 12-point evaluation checklist.

How Much Does Laser Cutting Cost in Singapore? Pricing Factors Explained (2026)
Real laser cutting prices in Singapore for 2026 — from S$35 minimum charges to per-piece costs by material. Plus 5
Laser Cutting Services in Singapore: The Complete 2026 Buyer’s Guide
A practical 2026 guide to laser cutting in Singapore — processes, materials, pricing, lead time, and how to choose the
From DXF File to Delivered Parts in Singapore: A Step-by-Step Process Breakdown
Compare fiber laser cutting and waterjet cutting in terms of speed, edge quality, cost, and material suitability for modern metal

Stainless Steel 304 vs. 316: Choosing the Right Grade for Singapore’s Industrial Environment
Explore the differences between handheld laser welding and TIG in speed, ease of use, weld appearance, and suitability for stainless