±0.5°
Angle Tolerance
Standard; ±0.3° available for critical joints.
CNC back-gauge positioning and angle compensation deliver consistent angles across the full bend length.
CNC press brake bending and sheet metal folding for stainless steel, aluminium, mild steel and galvanised steel parts. We support brackets, enclosures, panels, chassis and multi-bend profiles from flat laser-cut blanks to finished formed components.



Explore CNC bending and folding samples for stainless steel, aluminium, mild steel, sheet metal panels, brackets, enclosures, cabinets, frames, and custom fabricated parts. Our sheet metal bending service supports accurate angles, repeatable folds, clean edges, and small-batch to production fabrication for industrial, architectural, electronics, and equipment manufacturing projects in Singapore.
For most sheet metal projects, bending quality depends on more than the press brake itself. Flat pattern accuracy, material thickness, bend radius, flange length and bend sequence all affect whether the final part fits during assembly.
We review the drawing before production and combine laser cutting, CNC bending, deburring, welding, polishing and marking when the project requires a finished component rather than a single process.




Our CNC press brake with back-gauge automation delivers repeatable bend angles across high-mix, low-to-medium volume sheet metal work — from simple L-brackets to complex multi-bend enclosures.
Standard; ±0.3° available for critical joints.
CNC back-gauge positioning and angle compensation deliver consistent angles across the full bend length.
Per bend; multi-bend parts up to 2500mm.
Long panels, enclosure sides, and structural channels in a single bend — no repositioning or seam required.
Steel; 0.5–10mm aluminium.
From thin 0.5 mm gauge sheet to 12 mm structural plate. Bending force is calculated per material and thickness.
Max forming force — CNC back-gauge.
160-tonne capacity handles thick stainless steel and aluminium structural sections with springback control.
Bends per part in a single setup.
U-channels, Z-sections, box forms, and hat profiles are programmed directly from your 3D model.
Compensation per material + thickness.
Material-specific springback offset is applied per alloy and temper for consistent final angles.
12+ metal grades bent in-house. Each material has different yield strength and springback characteristics — our CNC programs apply material-specific compensation automatically.

High springback requires overbend compensation. Clean bend lines with no surface marking. Common for food, marine, medical and enclosure parts.
S275, S355. Predictable springback and cost-effective performance for structural brackets, frames, and cable trays.

Low springback but crack-sensitive on tight radii. Used for enclosures, panels and lightweight brackets. Bend radius ≥ 1×T.

HVAC ducting, enclosures and cable management. Zinc coating remains at the bend for most applications.

Thinner zinc layer than hot-dip galvanised steel. Better surface finish for painted enclosures and precision sheet metal parts.

Highly formable and suitable for tight radii. Used for decorative panels, signage frames, lighting housings and complex bend sequences.

Ferritic stainless steel for cost-sensitive applications. Common for kitchen equipment, architectural trim and decorative panels.

Electrical bus bars, decorative components and connector housings. Soft tooling can be used to prevent surface marking on bright finishes.
Need a speciality alloy bent? Send us your drawing — we’ll confirm bend radius, minimum flange length, and material suitability before quoting.
Sheet metal bending is the foundation of most metal fabrication — from precision enclosures to structural assemblies across every major Singapore industry.

Electrical enclosure boxes, control panel backs, cable tray sections, and machine guards. Often cut and bent in the same order for dimensional consistency between mating parts.
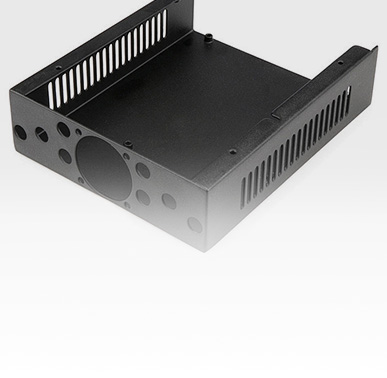
Equipment mounting brackets, sub-chassis frames, shielding enclosures, and rack-mount panels. Tight angular tolerances maintain alignment for precision equipment installation.

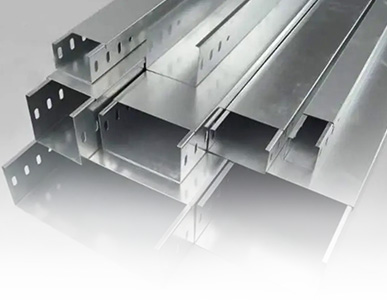
Rectangular and square duct sections, transitions, and plenums in galvanised steel. Long bend capability handles full-length duct sides without seam welding.

316 stainless steel angle, Z-section and hat-section stiffeners for marine equipment frames and offshore module support structures. Heavy plate up to 12 mm.
Aluminium cladding returns, stainless steel feature strips, custom reveal sections and shadow-line trims. Long bends maintain straightness over 2–3 m architectural profiles.

304 / 316 stainless steel enclosure bases, cart frames and instrument housing panels for medical and cleanroom environments. Radius corners reduce welded joints that can trap contamination.
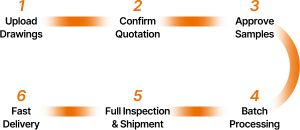
Six steps, transparent at every stage. Most orders quote within 24 hours.
DXF, DWG, PDF, STEP or native CAD files. We accept most 2D/3D formats.
We check bend radius, flange length, bend sequence, material fit and tolerance risks before quoting.
Detailed quote within 24h — material, thickness, quantity, bend count, finish and related processes noted.
CNC press brake bending is programmed according to the flat pattern, bend sequence, material thickness, inside radius and required angle tolerance.
Dimensional verification, first-off approval for new jobs and batch sampling for repeat production.
Local Singapore delivery, self-collection or packing support for finished sheet metal parts and assemblies.
Bending looks simple — but springback, flange length minimums and bend sequence planning are where most jobs go wrong. We get this right the first time.

Our laser cutting and CNC bending are in the same facility. Laser-cut blanks go straight to the press brake — same day when needed. No dimensional shift from inter-supplier handoff, no re-quoting, no split delivery.

We check minimum flange lengths, minimum bend radii, bend sequence conflicts and tool clearance issues before production to avoid scrapped parts and reruns.

Stainless steel springs back more than mild steel; 6061-T6 is different from 5052-H32. Our CNC programs store material-specific overbend values built from production history.

Up to 12 sequential bends programmed with automatic back-gauge repositioning. Enclosure boxes, U-channels, Z-sections and hat profiles can be completed with angular consistency.
Understand when CNC bending is the right choice versus roll forming, stamping, or manual bending.
| Criterion | CNC Press Brake (Ours) | Roll Forming | Stamping / Tooling | Manual Bending |
|---|---|---|---|---|
| Angle tolerance | ±0.5° | ±1–2° | ±0.3° with die | ±2–5° |
| Tooling / NRE cost | Low — standard tooling | High roll set required | Very high | None |
| Minimum order quantity | 1 piece | 500–5000m+ run | 1000+ pcs typical | 1 piece |
| Multi-bend profiles | Up to 12 bends/part | One profile only | Limited by die | Yes but slow |
| Repeatability across batch | CNC back-gauge | Excellent continuous repeatability | Excellent | Operator-dependent |
| Design change flexibility | Same day reprogramming | New roll set needed | New die — often weeks | Flexible but inconsistent |
A selection of recent bending projects — from single prototype brackets to production enclosure runs.
Bending is rarely the last step. Here’s what completes the part.

Laser-cut the flat blank in the same facility. One job order, one delivery, dimensionally consistent.
View Metal Cutting Services →
Laser weld bent parts into finished assemblies where narrow seams, lower heat input and controlled distortion are required.
View Laser Welding Services →
Deburr edges, brush or polish exterior surfaces, and prepare parts for coating or anodising.
View Polishing & Grinding Services →
Engrave part numbers, serial codes, and logos onto bent enclosures and panels.
View Laser Engraving Services →These are some of the common questions customers ask before sending drawings or requesting quotation.
Minimum flange length depends on material thickness and the V-die opening used. As a general rule, the minimum flange is approximately 3× the material thickness for mild steel, and 4× for stainless steel and aluminium. For example, 2 mm stainless steel requires a minimum flange of approximately 8 mm. We check this on every drawing during DFM review and will flag any flanges that are too short before production.
Our standard inside bend radius is equal to the material thickness (1×T) for mild steel and stainless steel. For aluminium, we recommend a minimum inside radius of 1.5×T to prevent cracking at the outer surface. Tighter radii are possible with dedicated tooling — please note this on your drawing. If no radius is specified, we apply our standard values and note them on the quote for your confirmation.
Yes, but holes within approximately 2× material thickness of the bend line will distort during bending. This is a sheet metal physics constraint, not a machine limitation. If your design requires holes near a bend, we’ll flag it during DFM review and can suggest moving the holes or adding relief cuts to prevent distortion. For tight-tolerance hole patterns near bends, we can also punch holes after bending.
For bending, we prefer a 3D STEP file showing the finished bent part, plus a 2D DXF of the flat pattern with bend lines and angles annotated. If you only have a 3D model, our engineers can unfold it and generate the flat pattern. DXF drawings with bend annotations such as bend angle, inside radius and bend direction are also accepted. SolidWorks, CATIA, and Inventor files are fine — we can work from native formats.
Yes. Our press brake has a 3200 mm bed, allowing single-hit bends up to 3.2 m long. For multi-bend parts with overall lengths over 2.5 m, we assess clearance per part geometry. Long architectural profiles in aluminium and galvanised steel are a regular part of our production. Please note overall unfolded dimensions when quoting so we can confirm machine clearance for your specific part.
Yes — this is one of our most common order types. We laser cut the flat blank and bend it in the same facility, often same day for standard orders. Combining both services eliminates inter-supplier dimensional variation, reduces lead time, and simplifies your purchase order. Just provide the finished 3D model and we’ll handle flat pattern development, cutting, and bending as a single job.
When buyers look for a laser marking machine, they are rarely asking a theoretical question. They are usually trying to

Explore the differences between handheld laser welding and TIG in speed, ease of use, weld appearance, and suitability for stainless
Compare fiber laser cutting and waterjet cutting in terms of speed, edge quality, cost, and material suitability for modern metal

The consumer electronics industry has witnessed tremendous growth in recent years and is poised to keep growing. One catalyst for