
Polishing & Grinding Services in Singapore
Deburring, surface grinding, brushed finish, mirror polishing, and weld dressing for stainless steel, aluminium, and mild steel. From Ra 3.2 general deburring to Ra 0.1 mirror finish — the right surface for every application, delivered from our Singapore facility.
Polishing & Grinding Samples
Explore polishing and grinding samples for stainless steel, aluminium, sheet metal parts, welded components, brackets, enclosures, panels, and custom fabricated parts. Our polishing and grinding service supports burr removal, edge smoothing, weld seam finishing, brushed surfaces, and surface preparation for industrial, architectural, equipment, and metal fabrication projects in Singapore.
From raw surface to specified finish
Surface quality is not only a visual issue. Burrs affect safety, weld marks affect hygiene, uneven grain affects architectural appearance, and poor grinding practice can cause contamination or corrosion on stainless steel.
We review the application, material, surface condition and finish callout before choosing the abrasive sequence, polishing direction, inspection method and any downstream process such as passivation, cleaning or engraving.






Finishing Capabilities
Six finish grades from mechanical deburring to optical mirror polish. Each is defined by a target Ra value and method — we select the correct abrasive sequence, speed, and pressure per material to hit your spec reliably.
Deburring & Edge Breaking
General deburr, safe handling finish
Remove laser and mechanical cutting burrs, break sharp edges to safe radius. First step for all fabricated parts before assembly or coating.
Brushed / Hairline Finish
#4 / hairline standard
Consistent unidirectional grain applied with abrasive belts. Standard finish for exposed stainless steel panels, enclosures, and architectural metalwork.
Hygienic / Food-Grade Finish
Food-grade, cleanroom, pharmaceutical
Ra ≤ 0.8 μm required by EHEDG and 3-A sanitary standards. Applied to weld zones, internal surfaces, and food-contact areas on SS food processing equipment.
Mirror Polish
#8 mirror / BA equivalent
Sequential abrasive grades down to buffing compound. Reflective mirror surface for decorative stainless, optical mounts, and semiconductor tooling surfaces.
Surface Grinding (Flat)
Flatness tolerance on ground surfaces
Precision flat surface grinding for mating surfaces, sealing faces, and reference datums. Flatness tolerance to ±0.02 mm across the ground area.
Weld Dressing & Blending
Weld to parent surface, matched grain direction
Weld bead grinding, blend to parent surface, and finish to specified Ra. Makes welds invisible on cosmetic surfaces and removes stress-raising geometric discontinuities.
Metals We Polish & Grind
Each metal polishes differently — stainless steel can achieve Ra 0.1 mirror finish, aluminium risks smearing with wrong abrasives, and mild steel requires rust prevention post-grinding. We apply the correct technique per material.

Stainless Steel 304 / 316
Full range from deburr to #8 mirror. Brushed #4 for panels and enclosures; Ra ≤ 0.8 for food/pharma; mirror for decorative and optical applications.

Aluminium 6061 / 5052
Soft metal — requires dedicated non-ferrous abrasives to prevent smearing. Bright polish achievable; anodising-ready surface prep also available.

Mild / Carbon Steel
Deburring, weld dressing, and surface grinding. Rust inhibitor applied after grinding for bare steel parts. Powder-coating-ready surface finish available.

Stainless Steel 316L
Ra ≤ 0.8 μm internal and weld zone finishing for food-grade, pharmaceutical, and cleanroom equipment. Electropolish-ready surface.

Brass & Copper
Bright lacquer-ready polish on decorative brass fittings and copper busbars. Dedicated non-ferrous polishing wheels prevent cross-contamination.

Tool Steel / Hardened Steel
Precision surface grinding of hardened tool steel plates, die faces, and mould inserts. Flatness to ±0.02 mm with surface finish to Ra 0.4 μm.

Titanium
Dedicated titanium-only abrasives prevent cross-contamination. Deburring and brushed finish for aerospace and medical titanium components.

Anodised Aluminium
Edge deburring on pre-anodised parts without disturbing the anodised surface. Soft abrasive pads used to protect the coating on non-edge surfaces.
Need a specific Ra value or finish standard not listed? Send us your drawing with the finish callout — we’ll confirm achievability and method before quoting.
Where Polishing & Grinding is Used
Surface finishing is rarely optional — it determines whether a part is safe to handle, meets hygiene regulations, can be coated, or looks right in a visible installation.

Hygienic Surface Finishing
Ra ≤ 0.8 μm on all product-contact surfaces and weld zones for food processing tanks, pharmaceutical vessels, and cleanroom equipment. Removes micro-crevices that harbour bacteria and are impossible to clean.

Architectural Metalwork Finishing
Consistent brushed #4 or mirror #8 finish on stainless steel handrails, feature walls, lift interiors, and decorative panels. Grain direction matched across joints and panels for seamless visual continuity.

Post-Fabrication Deburring
Systematic deburring of laser-cut, punched, and machined parts before assembly. Removes sharp edges that cause injury during handling, prevent proper mating of parts, and trap paint in coating processes.
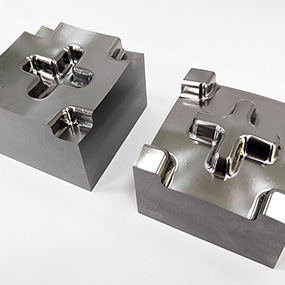
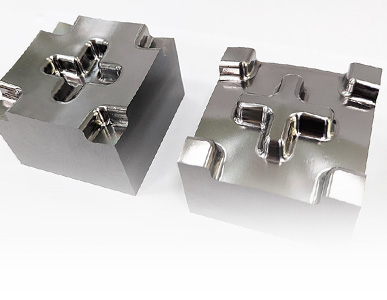
Mould & Die Surface Grinding
Precision flat grinding of mould base plates, die inserts, and fixture reference surfaces. Flatness to ±0.02 mm ensures proper shut-off and parting line contact in injection moulds and stamping dies.

Weld Dressing & Cosmetic Blending
Grind weld beads flush, blend into parent material, and refinish to specified Ra and grain direction. Makes welds undetectable on decorative stainless steel, and removes stress-raising notches from structural welds.

Mirror-Polished Precision Surfaces
Ra 0.1–0.4 μm mirror polish on stainless steel vacuum chamber walls, optical mount surfaces, and semiconductor process tooling. Reduces outgassing and particle trapping in high-vacuum environments.
From Drawing to Delivery
Six steps, transparent at every stage. Most orders quote within 24 hours.
Upload Drawing
DXF, DWG, PDF, or STEP. We accept most 2D/3D formats.
Engineering Review
We check tolerances, material fit, finish callouts, surface access, and flag any DFM issues before quoting.
Quotation
Detailed quote within 24h — material, thickness, quantity, finish, inspection and related processes noted.
Production
Production is carried out according to the specified finish grade, Ra requirement, material type, surface condition and part geometry. We select the abrasive sequence, grinding direction, polishing compound and inspection method before finishing begins.
Quality Check
Dimensional verification, surface appearance check, Ra confirmation when required, first-off approval for new jobs and batch sampling for repeat work.
Delivery
Same-day dispatch for in-stock jobs. Local Singapore delivery, self-collection, or packing support for finished metal parts and assemblies.
What Makes Our Polishing & Grinding Different
Surface finishing is where quality becomes visible. We treat it as an engineering process — defined Ra targets, correct abrasive sequences, and documented results, not manual guesswork.

Defined Ra Targets, Not “Until It Looks Good”
We work to the Ra value on your drawing or the industry standard for your application — Ra ≤ 0.8 for food-grade, Ra 0.1–0.4 for mirror, Ra 1.6 for brushed. Surface finish is measured and documented. If you don't specify a target, we'll recommend the appropriate grade based on your application and note it on the quote for confirmation.

Finishing Paired with Fabrication — One Supplier
We cut, bend, weld, and finish in the same facility. Post-fabrication deburring and weld dressing are included in the same job order — you receive a finished assembly, not a raw welded part that needs to be sent somewhere else for surface treatment. This eliminates handling damage, part tracking overhead, and lead time added by a separate subcontractor.

Dedicated Abrasives Per Metal — No Cross-Contamination
Carbon steel particles embedded in stainless steel cause rust — a failure mode that invalidates food-grade and marine certification. We use separate, dedicated abrasive belts, wheels, and polishing compounds for ferrous and non-ferrous metals. Stainless steel is never touched with tools that have contacted carbon steel. Titanium has its own dedicated abrasive set.

Grain Direction Matched Across Joints
On multi-panel assemblies and long architectural runs, we match the brushed grain direction across every panel and weld zone — making joints invisible. This requires careful planning of polishing direction, masking of adjacent surfaces during grinding, and final unidirectional passes that align with the surrounding parent material. The result looks like one seamless surface, not a patched assembly.
Surface Finish Grade Guide
Use this table to specify the right finish for your application. Ra value is the key parameter — specify it on your drawing or tell us your application and we’ll recommend the appropriate grade.
| Finish Grade | Ra Value (μm) | Visual Appearance | Typical Application | Method |
|---|---|---|---|---|
| Deburr only | Ra 3.2–6.3 | Mill / cut marks visible | Internal structural, hidden surfaces | Belt grind / hand file |
| #3 Ground finish | Ra 1.6–3.2 | Visible parallel grain | General engineering, pre-paint | 80–120 grit belt |
| #4 Brushed / hairline | Ra 0.8–1.6 | Fine directional grain | Exposed panels, architectural | 180–240 grit belt |
| Hygienic / food-grade | Ra ≤ 0.8 | Smooth, near-reflective | Food processing, pharma, cleanroom | 320+ grit + compound |
| #6 Satin polish | Ra 0.4–0.8 | Reflective, slight haze | Medical instruments, visible SS | 400–600 grit + buff |
| #8 Mirror polish | Ra 0.1–0.4 | Full reflective mirror | Decorative, optical, semiconductor | 800–1200 grit + compound + buff |
Polishing & Grinding Work We've Delivered
A selection of recent finishing projects — from food-grade weld dressing to mirror-polished architectural panels and precision surface grinding.

Hygienic Tank Weld Finishing
Food-grade weld zones finished to hygienic requirements with smooth, cleanable surfaces.

Mirror-Polished Lift Interior Panels
Decorative stainless steel panels polished to a reflective surface with controlled visual consistency.
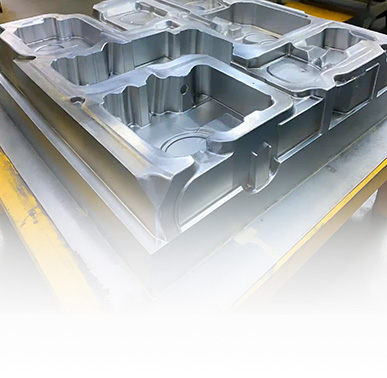
Precision Mould Base Plate Grinding
Ground reference surface prepared for accurate mould and tooling assembly.
Services That Work Well Together
Polishing and grinding are almost always the final step — everything upstream feeds into the finish quality.

Laser Welding & Assembly
Weld first, then dress and finish weld zones to specified Ra — handled in the same facility without re-quoting.
View Services →
Metal Cutting
Deburr laser-cut parts immediately after cutting — eliminates sharp edges before assembly begins.
View Services →
Laser Cleaning
Remove polishing compound residue and surface oxides without abrasives before coating or passivation.
View Services →
Laser Engraving
Engrave part numbers and serial codes onto polished and brushed surfaces after finishing — no re-polishing needed.
View Services →Polishing & Grinding Questions
These are some of the common questions customers ask before sending drawings or requesting quotation.
How do I specify the surface finish I need?
The most reliable method is to specify the Ra value on your drawing — e.g. “Ra ≤ 0.8 μm all over” or “Ra 1.6 μm on machined surfaces”. If you don’t know the Ra value, specify the application standard: “food-grade per EHEDG”, “cleanroom Class 10,000”, or “architectural #4 brushed finish”. If you have a reference sample with the finish you want, send it with your parts and we’ll match it. We can also recommend the right grade if you describe your application.
Can you polish welded assemblies, not just flat sheet?
Yes. Polishing welded assemblies is one of our most common jobs — grinding weld beads flush, blending into parent material, and refinishing to the specified Ra with matched grain direction. This is more complex than polishing flat sheet because the weld zone has different hardness and grain structure, and access for grinding tools is often restricted by adjacent geometry. We assess access and method during quoting.
Why can't I use the same grinding tools on stainless steel and carbon steel?
Abrasive tools used on carbon steel become embedded with iron particles. When these contaminated tools are then used on stainless steel, the embedded iron particles deposit onto the stainless surface and corrode — causing visible rust spots within days. This is called ferritic contamination and it invalidates food-grade and marine certifications. We maintain entirely separate abrasive inventories for ferrous and non-ferrous metals and never mix them.
What is the difference between passivation and polishing?
Polishing is a mechanical process that removes material and produces a specific surface texture (Ra value). Passivation is a chemical process — typically citric acid or nitric acid per ASTM A967 — that removes free iron from the surface of stainless steel and restores the chromium-oxide passive layer that gives stainless its corrosion resistance. Passivation does not change surface texture. For food-grade and marine stainless applications, polishing to Ra ≤ 0.8 and passivation are both typically required — they are complementary, not alternatives.
Can you achieve a consistent brushed finish across multiple panels?
Yes. For architectural and enclosure projects requiring consistent finish across multiple panels, we use the same abrasive grade and direction throughout the batch. Panels are processed in sequence rather than individually to ensure the grain direction and scratch pattern match exactly. For very large runs, we retain a reference panel approved by the customer to check consistency throughout production.
Do you offer electropolishing?
Electropolishing is not performed in our facility, but we work with qualified electropolishing subcontractors in Singapore and can include it in the overall scope for jobs requiring Ra ≤ 0.4 μm on complex geometries, or where FDA 21 CFR or USP Class VI surface requirements apply. We manage the coordination and include it in our quote — you deal with one supplier.

How to Read a Laser Cutting Quotation: A Buyer’s Checklist
Learn how to read a laser cutting quotation in Singapore. Check material, thickness, quantity, setup fee, finishing, tolerance, delivery time,
STEP vs IGES vs DXF: Which File Format to Send for Laser Cutting?
Compare STEP, IGES, DXF, DWG, PDF, AI and SVG for laser cutting. Learn which file format to send for 2D

Ceramic Laser Processing in Singapore: Alumina, Zirconia & What to Specify
Learn how ceramic laser processing works for alumina, zirconia and ceramic substrates. Understand chipping, micro-cracks, edge finishing, hole cutting, laser

Sapphire vs Quartz in Singapore: Choosing the Right Optical Substrate
Compare sapphire vs quartz for optical, semiconductor and sensor applications. Learn how hardness, brittleness, chipping risk, edge quality, laser cutting,
Titanium Laser Cutting in Singapore: Medical & Aerospace Application Notes
Learn how titanium alloy laser cutting works, what affects heat-affected zone, oxidation, edge finishing and tolerance, and what buyers should

Copper Laser Cutting in Singapore: Solving the Reflectivity Challenge
Learn how copper laser cutting works, why reflective and heat-conductive metals need special setup, and what buyers should prepare for